Premium architectural tables and bar units utilizing advanced structural composites and weather-resistant framework.



Understanding CE norms for European building projects. Our stone surfaces comply strictly with EN 14617 and EN 14618 structural standards, guaranteeing material reliability under tensile, load, and chemical stresses.
Our structures synthesize structural sintered stone and high-grade 6063-T5 aluminum extrusions. Powder coatings guarantee zero oxidation in extreme maritime environments and urban high-salinity zones.
Leveraging a 15,000 m² smart manufacturing plant in China, we manage structural output scale, custom detailing (OEM/ODM), and supply risk mitigation for large-scale developments.
In high-traffic commercial and residential architectural projects, selecting materials requires strict evaluation of safety, structural load capacities, and environmental longevity. Our certified stone table series is engineered specifically to meet these demanding global specifications. CE certification serves as a foundational baseline of compliance, certifying that every stone element has undergone testing in alignment with European safety, health, and environmental standards.
Specifically, our stone modules satisfy the criteria laid out in EN 14617 (Agglomerated stone - Test methods) and EN 14618. These European Norms test across key performance indicators:
Critical Engineering Parameters Tested under EN 14617:
• Flexural Strength (Modulus of Rupture) exceeding 45 MPa.
• Water Absorption levels maintained below 0.1%, preventing frost cracking.
• Slip Resistance ratings exceeding R10 for wet environments.
Through severe cycle testing, which exposes the stone surfaces to freeze-thaw sequences and acidic conditions, our products maintain structural integrity. This prevents micro-fracturing and structural failures that often affect non-certified natural stone alternatives. For specifiers, developers, and global furniture distributors, sourcing CE-marked stone tables represents a key step in risk management, preventing post-installation legal liabilities and product failure recalls.
The core of our product line lies in the structural integration of advanced stone surfaces with precision metal bases. We select sintered stone—a material processed under 1200°C temperatures and 36,000 tons of pressure. This process mimics natural metamorphic stone formation over millennia, compressing minerals into a highly dense, non-porous slab. Mohs hardness reaches 7, ensuring resistance to scratches from utensils and keys.
To support this high-density material, we construct the structural framework using Grade 6063-T5 Extruded Aluminum Alloys. Aluminum offers a high strength-to-weight ratio and natural anti-corrosion properties, which we enhance with architectural-grade thermosetting powder coatings. This structural setup is engineered for high stability. The structural system is designed to handle wind loads, load-bearing requirements (conforming to EN 15372 commercial furniture safety guidelines), and thermal expansion changes between hot summer days and cold nights.
Established in 2005, providing high-volume production, precise engineering, and custom capability to global distributors.




Our smart manufacturing facility covers an area of 15,000 square meters, equipped with state-of-the-art production lines, precision CNC edge profile machines, and advanced powder-coating lines. With 174 skilled employees, we generate over 50,000 chairs and tables monthly, generating a turnover of over 20 million USD annually. This scale ensures reliable supply chain delivery, competitive pricing structure, and OEM/ODM engineering capabilities.
B2B procurement professionals, interior architects, and furniture importers operate in a landscape with tight timelines and fluctuating freight rates. Managing geopolitical risks, customs updates, and logistics demands a highly structured manufacturing partner. Our export workflow is designed to ease these friction points.
By producing our stone furniture in China’s premier industrial furniture hubs, we offer cost efficiencies and supply chain stability. We oversee the entire production cycle from raw materials to final packaging. To ensure international shipping safety, all products are packed in robust, seaworthy structural framing, using heavy-duty honeycomb protectors and impact-absorbing foam inserts. This minimizes transit shock, reducing the risk of transport damage to near zero.
Additionally, we work with global freight networks to support DDP (Delivered Duty Paid), CIF, and FOB terms, providing custom clearance paperwork including certificates of origin, CE documentation, and custom declaration filings to streamline the import process at European, North American, and Asian ports.
Our CE-certified stone tables are engineered to serve diverse project environments, matching functional strength with refined aesthetics:
Quality is at the core of our operations. Our dedicated QC division monitors every step of production. From raw material intake inspection and structural welding tolerance checks to final assembly and drop-load testing, we maintain high standards across all product lines.
To stay ahead of industry trends, we participate in leading domestic and international trade exhibitions, including the Milan International Furniture Fair and the China International Furniture Fair (CIFF) in Guangzhou, engaging with top architects and designers.
Our progress relies on continuous training and team development. We run professional development programs for our manufacturing, engineering, and service departments, maintaining high technical standards and craftsmanship across our team.
Verification of our structural quality, quality systems, and original designs.








In-depth responses to direct technical questions regarding material specifications, certificates, and commercial operations.

Experience comfort and elegance with the Almelo Chair – where style meets sophistication
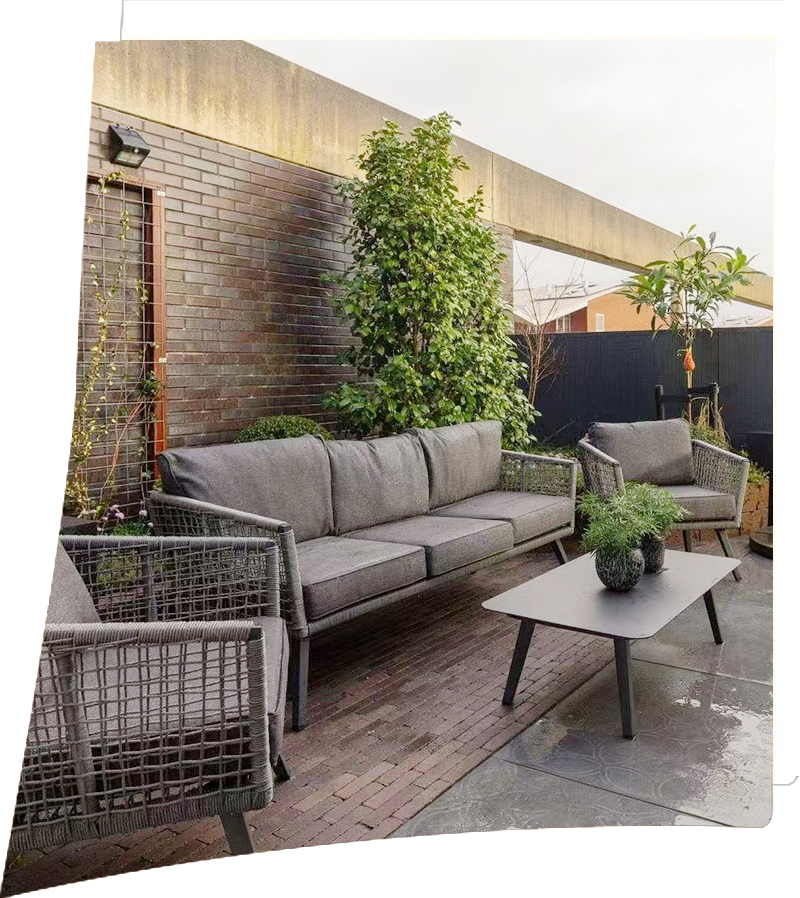
Embrace comfort and Scandinavian design with the Narvik sofa – where relaxation meets sophistication.

Enjoy a relaxing time in the garden, our relaxing hanging baskets take you into the cozy world of swinging!
Ergonomically engineered stackable bistro chairs, rope-woven stools, and designer hanging sets for commercial hospitality.












